プラスチック製品の成形方法はたくさんありますが、その1つにブロー成形というものがあります。
もっとも一般的な射出成形より使う頻度は低いかもしれませんが、大物や中空形状を作りたいときには検討する成形方法です。
また、業界によれば「ブロー成形品ばかりやっている」という事ももちろんあるでしょう。
自分自身はブロー成形よりも射出成形の方が使う事が多いのですが、以前ブロー成形の製品に関わった事もあります。
ここでは、初心者向け、自分の備忘録資料として、設計側から見たブロー成形の基礎知識を簡単にまとめてみたいと思います。
「ブロー成形という単語を聞いたが、何もわからない」「導入知識を網羅的に学びたい」という人の資料を目標としています。
*ここでは本当に「基礎部分」しか書きませんので、より踏み込んだ部分は成形部門や成形メーカーさんと密にやり取りしながら進めるのが良いでしょう。
ブロー成形とは?
ブロー成形は「熱で暖かくして柔らかくした樹脂をパイプ状に押し出し、そこに圧縮空気を吹き込む事で膨らませて成形するプラスチック成形法」の事です。
中空成形と呼ばれる事もあります。
英語では「blow molding」と言います。
ブロー成形の原理や製造方法については、上記の動画がわかりやすいです。
- ホッパーと呼ばれる部分で、押し出される樹脂材料が投入されます
- 押し出しスクリューから材料が押し出されていきます
- ヘッドからパリソンと呼ばれるパイプ状の樹脂が出てきます(アニメーションでは黄色)
- ブローピンから圧縮空気が押し出され、パリソンが金型に張り付く方向に力を受け、金型面に沿った形状に成形されます
流れとしては上記のような感じです。
ブロー成形では「中空形状の内部に空気を吹き込む事でパリソンが外側にある金型に貼りつく方向に力を受け、金型面に沿った部品が成形される」というのが、成形法としての大きな特徴です。
ブロー成形の特徴と設計注意点
金型費が安い
それほど複雑な金型にならないので、射出成形と比べ、金型制作費用が比較的安くなります。
板厚や内側部分の細かな制御は難しい
空気を吹き込み外側の金型に押し付けるように成形するので、外観面の精度はそれなりには期待できます。
しかし、内側部分は圧縮空気で圧力をかけているだけです。金型の当たり面がないので細かな制御は難しいです。
同様の理由で、板厚(肉厚)の細かな制御も難しいです。
ただのボトルを作るのではなく、はめあいや組み合わせを必要とする製品の一部にブロー成形を使ってみようとする際は、この辺りは注意が必要です。
偏肉を避ける形状にする必要がある
実際作ってみないとわからない部分も多いですが、デザイン的に許容できるのであれば、偏肉はできるだけ避ける形状にしておく方が無難です。
「Rは大きくとる」「連続的に変化させるようにする」というのは注意しておきたいところです。
また、縦横のバランスも重要です。
縦をパリソンの押出方向、横を膨らませる方向と考えた場合、縦を横の1.5倍以上しないと壁面が極端に薄くなる事があります。
ブロー成形を検討する製品や部品
成形法の原理的に得意な形状と苦手な形状があります。
中空状・ボトル形状・タンク形状の入れ物
「ペットボトル」「ガソリンタンク」「シャンプーの入れ物」「マヨネーズ容器」「洗剤の入れ物」などの中空の入れ物は、ブロー成形でできています。
こういった入れ物を射出成形で作ろうとすると、どうしても半分に割った2部品を組み合わせる事になりますし、その2部品を水が漏れないようにどのように接合するかというのも大問題になるでしょう。
しかし、ブロー成形なら問題なく1部品にする事ができます。
こういった、中空状の入れ物のような形状を作る場合は、ブロー成形の出番と言えます。
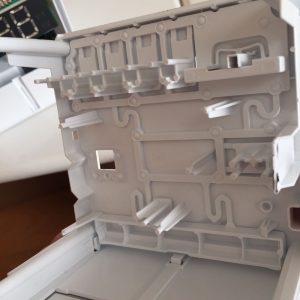
半分に割ったケースのような形状だけど、割と大きめの部品
射出成形でも作れそうな形状ではある場合でも、半分に割ったケース状のような割と大きめの部品だと金型費、部品単価を総合的に考えて安くなる場合があります。
自分が少し絡んだ製品がそのパターンでした。
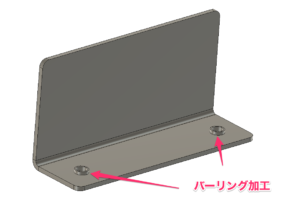
射出成形と違い、取付穴の加工やインサートナットの挿入を後加工で行う事になりますが、それを含めても射出成形にコスト面で勝る場合もあります。
こういった場合、検討してみても良いでしょう。
色々なブロー成形法
ここまでブロー成形と大きくまとめて解説してきましたが、ブロー成形にも細かく種類があります。
ダイレクトブロー成形
ここまでで説明してきたブロー成形法の事。
加熱溶融した材料をパイプ状(パリソン)にして押し出して、金型で挟み、圧縮空気を中空部分に吹き込んで成形する方法です。
成型時にパリソンを挟みますが、その際に製品としては不要な部分が発生します。
この部分は後工程で除去する必要があります。
また、その他切削などが必要な部分は後工程で行います。
全ての工程が終わると、最終製品形状になります。
インジェクションブロー成形(2軸延伸ブロー成形)
- まずは射出(成形)でプリフォームと呼ばれる半製品を成形
- その後ブロー成形して最終形状を成形
という流れで成形される方法です。
ブロー成形の工程では「延ばしたいところ」だけ伸ばし、伸ばしたくないところは射出成形で作った形状でキープしておく事で、ハイブリッドな形状にできます。
よって、射出成形とブロー成形を組み合わせた成形法で、両者の良いところを取り入れる事ができます。
例えば「ボトルの口部のねじ切り部分は射出」「その他の部分はブロー成形工程で伸ばす」というような事が可能です。
最初に射出で基本形状を作っているため、後工程も必要なくなります。
ブロー成形時、延伸ロッドを突き出す「2軸延伸ブロー成形」も、成形法としては似たようなもので、同じ分類で考えても良いでしょう。
下記は、インジェクションブロー成形(延伸ロッド利用)の動画です。わかりやすいです。
口部はそのままキープして、飲み物が入る部分のみブロー成形工程で伸ばしているイメージが良くわかります。
また、このインジェクションブロー成形は「ホットパリソン法」と「コールドパリソン法」の2パターンに分かれます。
- ホットパリソン法:射出成形時(プリフォーム成型時)の予熱を維持したままブロー成形の工程にうつる
- コールドパリソン法:射出成形工程とブロー成形工程が分離している。プリフォームは一度冷却される。再加熱後、ブロー成形される。
参考:大型成形: 大型ブロー成形 | 生産用部品 | 株式会社 協同
ブロー成形が使われている製品例
Western Case Inc.という会社が動画で実例を出してくれているので、参考にしてみましょう。
- 自動車のダクト
- 交通安全製品
- コーン、視線誘導標、バリケード、ドラム
- スタジアムの椅子
- 容器、トレイ、貯水槽、タンク
- クーラーボックス
- ファンハウジング
- 浮き(float)、スタンド、パネル、ドア
- おもちゃ、スポーツグッズ
- じょうろ、家庭用品
- ホイール
- キャリーケース
見てわかる通り、中空がイメージできるものなら割と色々と使われています。
おもちゃも面白いところですね。
自分もトイザらスとかに出かけてみて「この子供用滑り台のおもちゃはブロー成形っぽいな」とか現物確認しにいった事があります。
世の中に割と色々溢れてますね。
ブロー成形とは?設計基礎知識【まとめ】
- ブロー成形は「熱で暖かくして柔らかくした樹脂をパイプ状に押し出し、そこに圧縮空気を吹き込む事で膨らませて成形するプラスチック成形法」の事。
- 中空形状の製品(ボトル、タンク、容器)によく利用される
- 成形原理的に、肉厚部や内側の寸法の制御は難しい。外観面はそれなりに期待できる
- 金型は比較的安い
- 偏肉を避けるため、Rは大きく、連続的にする方が良い
- ダイレクトブロー成形は、いわゆるブロー成形法の事。後工程で切削などが必要。
- インジェクションブロー成形は、射出成形→ブロー成形という工程の成形法。射出成形とブロー成形の両方の良いところを取り入れる。後加工が不要。ホットパリソン法とコールドパリソン法がある
簡単にですが、以上です。
本記事で基礎知識をつけた後、詳細をさらに調べていったり、成形メーカーさんと細かな話をすればより知識がつくでしょう。



コメント